Sommaire
- Quels volumes et objectifs de production fixent le niveau d'automatisation ?
- Quels postes composent une ligne de fabrication de parpaings ?
- Quel niveau d'automatisation par poste dans une ligne semi-auto ou auto ?
- Tableau comparatif semi-automatique vs automatique pour une usine de parpaings
- Quels coûts comparer au-delà du prix de la machine à parpaings ?
- Quand choisir une ligne semi-automatique pour produire des parpaings ?
- Quand choisir une ligne automatique pour industrialiser la cadence ?
- Quels points de vigilance évitent les surcoûts en production de blocs béton ?
- 5 actions à lancer pour trancher entre semi-auto et auto
Cet article vous plaît ?
Partagez-le !
Sommaire
- Quels volumes et objectifs de production fixent le niveau d'automatisation ?
- Quels postes composent une ligne de fabrication de parpaings ?
- Quel niveau d'automatisation par poste dans une ligne semi-auto ou auto ?
- Tableau comparatif semi-automatique vs automatique pour une usine de parpaings
- Quels coûts comparer au-delà du prix de la machine à parpaings ?
- Quand choisir une ligne semi-automatique pour produire des parpaings ?
- Quand choisir une ligne automatique pour industrialiser la cadence ?
- Quels points de vigilance évitent les surcoûts en production de blocs béton ?
- 5 actions à lancer pour trancher entre semi-auto et auto
Temps de lecture estimé : 9min
💡 L'essentiel à retenir :
- Une ligne de fabrication de parpaings semi-automatique produit entre 800 et 2 500 blocs par heure avec 4 à 8 opérateurs, tandis qu'une ligne automatique atteint 3 000 à 6 000 blocs par heure avec 2 à 4 opérateurs seulement.
- Le CAPEX d'une ligne semi-automatique se situe entre 150 000 et 500 000 € selon la configuration, contre 600 000 à 2 000 000 € pour une ligne entièrement automatisée.
- L'automatisation réduit le taux de rebut de 3–8 % à moins de 1–2 % grâce à la constance du dosage, de la vibration et du démoulage.
- Le curing/étuvage représente souvent le premier goulot sous-estimé : pour 2 000 blocs/heure, la surface de stockage en cure dépasse fréquemment 800 à 1 200 m² selon le temps de maturation retenu.
- Un scénario hybride (semi-auto + palettisation et curing automatisés) offre un point d'entrée rationnel pour une PME qui anticipe une montée en cadence sans bloquer son usine.
- La pénurie de main-d'œuvre qualifiée justifie de plus en plus le passage à l'automatisation, même pour des volumes inférieurs au seuil classique de rentabilité.
- La décision repose sur six critères croisés : volume annuel cible, diversité des formats, contraintes de surface et d'énergie, budget d'investissement, disponibilité des compétences en maintenance, et exigences qualité/traçabilité des clients.
Obtenez un devis pour une machine à parpaing
Le choix entre une ligne semi-automatique et une ligne automatique pour produire des parpaings conditionne la rentabilité de l'usine sur 10 à 15 ans. Ce n'est pas seulement une question de budget d'investissement : c'est un arbitrage entre flexibilité et cadence, entre coût de main-d'œuvre et coût de capital, entre réactivité aux changements de formats et régularité dimensionnelle. Une PME qui produit 500 000 blocs par an n'a pas le même profil de risque qu'un préfabricant visant 3 millions de blocs. Ce guide passe en revue les composants de la ligne, les niveaux d'automatisation poste par poste, les coûts réels, les scénarios de décision et les points de vigilance à anticiper avant d'acheter une machine à parpaings ou une presse à blocs.
Quels volumes et objectifs de production fixent le niveau d'automatisation ?
Le dimensionnement de la ligne commence toujours par le volume annuel cible, pas par le catalogue fabricant. La méthode en quatre étapes consiste à partir du volume annuel en blocs, à diviser par le nombre de jours ouvrés et de postes planifiés, à intégrer un taux de disponibilité réaliste (75 à 85 % sur une ligne semi-auto, 85 à 93 % sur une ligne auto), puis à déduire la cadence nette requise en blocs par heure.
À titre indicatif, une ligne semi-automatique produit entre 800 et 2 500 blocs par heure selon le type de vibro-press et le format des moules. Une ligne automatique atteint 3 000 à 6 000 blocs par heure, voire davantage sur les configurations haute cadence. Ces fourchettes varient selon les fabricants, le format du bloc, la consistance du béton et le niveau de maintenance. Un objectif de 1 million de blocs par an sur 250 jours à un seul poste de 8 heures suppose une cadence nette d'environ 500 blocs par heure, accessible à une petite ligne semi-auto. En revanche, 5 millions de blocs par an sur le même schéma exige 2 500 blocs par heure, ce qui dépasse les capacités fiables d'une semi-auto standard.
À titre indicatif, une ligne semi-automatique produit entre 800 et 2 500 blocs par heure selon le type de vibro-press et le format des moules. Une ligne automatique atteint 3 000 à 6 000 blocs par heure, voire davantage sur les configurations haute cadence. Ces fourchettes varient selon les fabricants, le format du bloc, la consistance du béton et le niveau de maintenance. Un objectif de 1 million de blocs par an sur 250 jours à un seul poste de 8 heures suppose une cadence nette d'environ 500 blocs par heure, accessible à une petite ligne semi-auto. En revanche, 5 millions de blocs par an sur le même schéma exige 2 500 blocs par heure, ce qui dépasse les capacités fiables d'une semi-auto standard.
Vous êtes fournisseur de machine à parpaing fixe ?
Recevez des demandes de devis qualifiées de pros en recherche active.
Des milliers de demandes chaque mois. Zéro prospection à froid.
Recevoir des leads
Quels postes composent une ligne de fabrication de parpaings ?
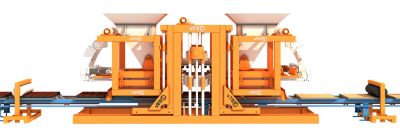
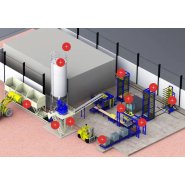
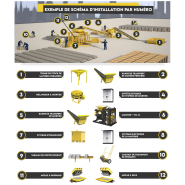
Le flux de production suit une séquence logique et immuable, quel que soit le niveau d'automatisation. Le béton sec est dosé et malaxé, puis transféré vers la vibro-press ou presse à blocs qui comprime le mélange dans des moules. Les blocs fraîchement pressés sont démoulés sur des palettes de production, transportés en zone de curing/étuvage, puis, après maturation, acheminés vers la palettisation, le cerclage et le cubage pour expédition. Les sept postes structurants d'une ligne de fabrication de parpaings sont les suivants :
- Le dosage et malaxage : pesage des granulats (ciment, sable, gravillons, eau, adjuvants) et mélange homogène dans un malaxeur planétaire ou à axe horizontal.
- La vibro-press (presse à blocs) : cœur de la ligne, elle assure la mise en forme par vibration et compression simultanées. C'est le poste qui détermine le plus la cadence et la régularité dimensionnelle.
- Les moules à béton : ils déterminent le format du bloc. Un changement de moule prend de 2 à 4 heures en semi-auto, contre 1 à 2 heures sur une ligne automatique avec système de changement rapide.
- La manutention intermédiaire : transfert des palettes de production entre la presse et la zone de curing par convoyeurs, transpalettes automatiques ou chariots manuels.
- L'étuvage/curing : phase de maturation où le béton développe sa résistance mécanique. La durée varie de 6 à 24 heures selon la formulation, la température ambiante et le recours à l'étuvage forcé.
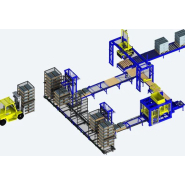
- La palettisation : empilage des blocs sur palettes expédition, manuel, semi-automatique (table élévatrice + opérateur) ou automatique (robot palettiseur ou empileur automatique).
- Le cubage : cerclage, filmage et identification des palettes avant expédition.

Quel niveau d'automatisation par poste dans une ligne semi-auto ou auto ?
Dosage et malaxage
En semi-auto, l'opérateur contrôle manuellement les proportions via une bascule ou un panneau de commande simple. En ligne automatique, un système de gestion de recettes (automate ou PLC) pilote le dosage pondéral en continu, réduit les écarts de formulation à moins de 1 % et génère une traçabilité lot par lot. Résultat : le taux de rebut lié à la formulation chute de 2–3 % à moins de 0,5 %.
Vibro-press
La vibro-press semi-automatique nécessite un opérateur pour déclencher les cycles, surveiller le démoulage et repositionner les palettes de production. La fréquence de vibration reste souvent réglée manuellement. En automatique, les paramètres (durée de vibration, fréquence, pression de compactage) sont pilotés cycle par cycle par automate, avec correction en temps réel. La cadence nette progresse de 30 à 60 % et la régularité dimensionnelle atteint ± 1 mm contre ± 2–3 mm en semi-auto.
Manutention et transfert
En semi-auto, les palettes de production sont souvent déplacées par transpalettes manuels ou semi-électriques. Ce poste représente le principal goulot en cas de montée en cadence : au-delà de 1 500 blocs par heure, la manutention manuelle ne suit plus. Une ligne automatique intègre des convoyeurs à rouleaux ou à chaîne, des navettes et des empileurs automatiques qui fluidifient le flux sans intervention humaine.
Curing et étuvage
Le curing mobilise une surface de stockage proportionnelle à la cadence et au temps de maturation. Pour une production de 2 000 blocs par heure sur un cycle de 12 heures, la zone de curing doit accueillir 24 000 blocs en cours de durcissement, soit 800 à 1 200 m² selon la hauteur de stockage et le format. En semi-auto, la gestion des palettes est manuelle et chronophage. En automatique, des systèmes de navettes et de racks de curing optimisent la rotation des palettes et réduisent la surface nécessaire de 20 à 30 %.

Palettisation et cubage
La palettisation manuelle expose les opérateurs à des troubles musculo-squelettiques. En semi-auto, une table élévatrice et un opérateur suffisent pour des cadences inférieures à 800 blocs par heure. Au-delà, un empileur automatique ou un robot palettiseur réduit l'effectif sur ce poste de 2 opérateurs à 0,5 équivalent temps plein, tout en améliorant la régularité des couches et la stabilité des palettes expédition.
Tableau comparatif semi-automatique vs automatique pour une usine de parpaings
Les fourchettes ci-dessous sont données à titre indicatif. Elles varient selon les fabricants, les formats produits, les configurations de site et les niveaux de maintenance. Elles servent de base de travail pour un premier cadrage de projet, non de garantie contractuelle.
| Critère | Ligne semi-automatique | Ligne automatique |
|---|---|---|
| Capacité | 800 à 2 500 blocs/heure | 3 000 à 6 000 blocs/heure |
| Effectif opérateurs | 4 à 8 personnes | 2 à 4 personnes |
| Changement de moules/format | 2 à 4 heures | 1 à 2 heures |
| Taux de rebut moyen | 3 à 8 % | Moins de 1 à 2 % |
| Traçabilité lot | Manuelle ou partielle | Automatique et complète |
| Sécurité opérateurs | Risques manutention élevés | Risques réduits, zones protégées |
| Maintenance préventive | Accessible avec technicien polyvalent | Requiert électromécanicien ou automaicien |
| Consommation énergétique (kWh/1 000 blocs) | 18 à 35 kWh | 12 à 22 kWh |
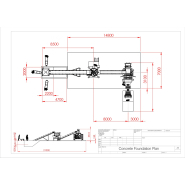
| Surface requise (ligne seule) | 600 à 1 500 m² | 1 500 à 4 000 m² |
| CAPEX indicatif | 150 000 à 500 000 € | 600 000 à 2 000 000 € |

Quels coûts comparer au-delà du prix de la machine à parpaings ?
Le prix de la machine à parpaings ne représente qu'une partie du coût total de possession. Pour évaluer le budget d'un projet, il est nécessaire de prendre en compte l'ensemble du CAPEX de la ligne de fabrication de parpaings. Cela comprend la ligne elle-même, les équipements périphériques (malaxeur, convoyeurs, palettiseur), le génie civil (radier, dalle renforcée, alimentation électrique), l'installation, la formation initiale et les pièces de rechange de premier niveau. Pour une semi-auto, l'enveloppe totale dépasse souvent 250 000 à 700 000 € une fois le site aménagé. Pour une ligne automatique complète, le budget réaliste démarre à 900 000 € et dépasse fréquemment 2 500 000 € sur des configurations intégrées.
L'OPEX se décompose en six postes principaux :- La masse salariale directe, qui représente 30 à 50 % des coûts variables selon le niveau d'automatisation.
- L'énergie électrique, avec une consommation de 18 à 35 kWh par tranche de 1 000 blocs en semi-auto contre 12 à 22 kWh en automatique grâce aux variateurs de fréquence et à l'optimisation des cycles de vibration.
- La maintenance corrective et préventive : les pièces d'usure (moules, revêtements de table, joints) représentent 2 à 5 % du CAPEX annuellement sur une semi-auto, 3 à 6 % sur une ligne automatique en raison de la complexité des automatismes.
- Les consommables béton (ciment, adjuvants, colorants) liés au taux de rebut, directement corrélé au niveau d'automatisation.
- Le coût des palettes de production (bois ou plastique), qui s'usent à un rythme de 5 à 15 % du parc par an selon la cadence et la qualité de manutention.
- Le coût du curing forcé (étuves, chauffage de hall), souvent sous-estimé lors du chiffrage initial, représente 5 à 15 % de la facture énergétique totale en hiver dans les régions tempérées.

Quand choisir une ligne semi-automatique pour produire des parpaings ?
Une ligne semi-automatique de fabricant de parpaings répond aux besoins d'une PME dont le volume annuel reste inférieur à 1,5 million de blocs, à condition que la main-d'œuvre soit disponible et que les formats varient fréquemment (blocs creux standard, hourdis, U-blocs, plots). Quatre critères orientent vers la semi-auto :
- un budget d'investissement limité à moins de 600 000 € tout compris,
- une diversité de produits élevée avec des changements de format plurihebdomadaires,
- un marché local où la traçabilité formalisée n'est pas encore exigée contractuellement,
- une équipe de maintenance polyvalente mais sans compétences avancées en automatismes. L'effectif type se situe entre 5 et 8 opérateurs directs selon la configuration.
Quand choisir une ligne automatique pour industrialiser la cadence ?
La ligne automatique devient rationnelle dès que le volume annuel dépasse 2 millions de blocs sur un ou deux postes, que la répétabilité des formats est élevée (gamme concentrée sur 3 à 5 références) et que les donneurs d'ordre exigent une traçabilité complète ou une certification qualité formalisée. Trois autres situations justifient l'investissement :
- la pénurie durable de main-d'œuvre dans le bassin d'emploi,
- les exigences de sécurité renforcées sur le site (ICPE, audit client),
- la volonté de réduire le coût par bloc en dessous de 0,08 à 0,12 € hors matière première. L'effectif opérateur descend à 2 ou 3 personnes par poste. En contrepartie, le site doit disposer d'une alimentation électrique suffisante (souvent 400 à 800 kVA selon la puissance installée) et d'une surface bâtie d'au moins 2 000 m².

Quels points de vigilance évitent les surcoûts en production de blocs béton ?
- Le curing sous-dimensionné constitue le premier facteur de goulot opérationnel : une presse capable de 2 000 blocs par heure qui alimente une zone de curing prévue pour 800 blocs par heure force l'arrêt de la ligne toutes les 2 à 3 heures.
- Le flux de palettes est souvent sous-estimé lors de la conception : une ligne de 1 500 blocs par heure mobilise entre 60 et 100 palettes de production simultanément, ce qui implique un plan de circulation structuré et un parc de palettes suffisant dès le démarrage.
- Le sur-dimensionnement initial de la presse à blocs sans prévoir les périphériques (convoyeurs, empileur, curing) crée des goulots immédiats et force des investissements complémentaires non planifiés dans les 12 mois suivant la mise en service.
- L'absence de stock de pièces de rechange critiques (moules de rechange, têtes vibrantes, courroies, électrovannes) entraîne des arrêts de production de 2 à 5 jours sur les lignes importées depuis des pays hors Union Européenne.
- La formation insuffisante des opérateurs sur les paramètres de vibration et de compactage génère une variabilité dimensionnelle et un taux de rebut supérieur de 2 à 4 points à la normale pendant les 3 à 6 premiers mois d'exploitation.
- La gestion des poussières de ciment en zone de dosage et de presse requiert un système de filtration adapté : au-delà de certains seuils réglementaires, une installation non conforme expose le site à des mises en demeure DREAL pouvant bloquer la production.
- Le sous-dimensionnement du circuit électrique d'alimentation de la vibro-press provoque des chutes de tension qui dégradent la régularité de vibration et augmentent l'usure des composants mécaniques.
- Le SAV fabricant hors Europe génère des délais moyens de 4 à 8 semaines pour les pièces non stockées localement, ce qui peut représenter 5 à 12 % de la production annuelle perdue en cas de panne majeure sur une ligne non couverte localement.
5 actions à lancer pour trancher entre semi-auto et auto
- Calculer le volume annuel cible sur 5 ans en intégrant les projections de marché et la saisonnalité, puis déduire la cadence nette requise en blocs par heure pour chaque scénario de croissance. Ce calcul constitue le fondement du cahier des charges.
- Réaliser un audit de site pour mesurer la surface bâtie disponible, la puissance électrique raccordée et le flux de circulation des engins, afin de vérifier que les contraintes d'infrastructure n'éliminent pas d'emblée l'un des deux scénarios.
- Comparer les TCO sur 10 ans (CAPEX + OPEX annualisé : main-d'œuvre, énergie, maintenance, rebut) pour les trois configurations (semi-auto, auto, hybride), en utilisant les fourchettes de ce guide comme base de travail et en ajustant avec les devis de deux ou trois fabricants.
- Effectuer une visite de référence chez un exploitant disposant d'une ligne similaire à celle envisagée, pour observer en conditions réelles les flux de curing, la manutention des palettes et le taux de disponibilité effectif de la vibro-press.
- Valider avec le futur responsable de maintenance les compétences internes disponibles ou à recruter, et intégrer dans le budget d'investissement le coût d'un contrat de maintenance préventive sur les trois premières années de fonctionnement.