- Comment évaluer la viabilité d'un projet de fabrication de blocs béton ?
- Comment déterminer la capacité de production nécessaire ?
- Quel niveau d'automatisation choisir pour une ligne de production de blocs béton ?
- Comment dimensionner la presse à blocs béton et les équipements de production ?
- Comment dimensionner les infrastructures, les flux et les utilités d'une ligne de production de blocs béton ?
- Comment sécuriser la montée en cadence de la ligne de production ?
- Quels paramètres influencent la qualité des blocs béton et les performances de production ?
- Comment évaluer la viabilité d'un projet de fabrication de blocs béton ?
- Comment déterminer la capacité de production nécessaire ?
- Quel niveau d'automatisation choisir pour une ligne de production de blocs béton ?
- Comment dimensionner la presse à blocs béton et les équipements de production ?
- Comment dimensionner les infrastructures, les flux et les utilités d'une ligne de production de blocs béton ?
- Comment sécuriser la montée en cadence de la ligne de production ?
- Quels paramètres influencent la qualité des blocs béton et les performances de production ?
- Le dimensionnement d'une ligne de production de blocs béton commence par la conversion d'un objectif annuel en cadence horaire, en intégrant les jours ouvrés, le nombre d'équipes, les taux de rebut et le TRS/OEE cible.
- La cadence de la presse se calcule via la formule : blocs/h = (blocs/cycle) × (cycles/h) × OEE. Le nombre de presses découle directement du rapport entre le besoin horaire et la capacité unitaire calculée.
- Le malaxeur se dimensionne en m³/h à partir du volume de béton par bloc, de la cadence et du rendement du mélangeur.
- La palettisation génère un flux en palettes/h qui conditionne le nombre de positions de cure : palettes en cure = palettes/h × temps de cure (h).
- La zone de cure et le stockage tampon représentent les postes les plus fréquemment sous-dimensionnés. Les utilités (électricité, air comprimé, eau, traitement des poussières) se dimensionnent poste par poste avec un facteur de simultanéité. Chaque hypothèse doit être validée par les fabricants d'équipements, les essais de formulation et les normes locales applicables.
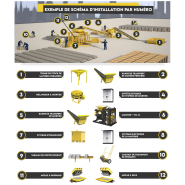
La création d'une unité de fabrication de blocs béton nécessite une étude de dimensionnement avant tout investissement. La capacité de production, le choix des équipements, l'organisation des flux et les besoins en infrastructures dépendent directement des objectifs de production fixés au démarrage du projet. Une ligne sous-dimensionnée limite les performances industrielles tandis qu'un surdimensionnement augmente les coûts d'investissement et d'exploitation. L'objectif consiste donc à déterminer la capacité adaptée au marché visé et à dimensionner chaque poste de la ligne en conséquence.
Comment évaluer la viabilité d'un projet de fabrication de blocs béton ?
Avant de sélectionner une machine à parpaing ou de définir une capacité de production, il est nécessaire de traduire le projet commercial en paramètres industriels. Le volume annuel de blocs à produire constitue la donnée de départ de l'étude. Cette estimation doit prendre en compte les besoins du marché local, le nombre de références à fabriquer ainsi que les objectifs de développement de l'entreprise.
L'analyse doit également intégrer l'organisation future du site de production. Le nombre d'équipes, les heures productives quotidiennes, les jours ouvrés annuels et le taux de rebut prévisionnel influencent directement les capacités nécessaires. Une variation du temps de production disponible peut modifier significativement la taille des équipements à installer.
| Paramètre | Unité | Hypothèse prudente |
|---|---|---|
| Volume annuel total | blocs/an | À définir selon étude de marché |
| Nombre de références (mix) | Nombre | 2 à 5 formats courants |
| Jours ouvrés par an | j/an | 230 à 260 selon zone géographique |
| Nombre d'équipes | équipes/j | 1 à 3 |
| Heures productives par équipe | h/équipe | 6,5 à 7,5 |
| Taux de rebut cible | % | 2 à 5 % |
| Niveau d'automatisation visé | Qualitatif | Semi-auto ou automatique |

Comment déterminer la capacité de production nécessaire ?
Conversion du besoin annuel en besoin journalier
Le dimensionnement d'une ligne de production débute par la conversion de l'objectif annuel en besoin horaire. Cette démarche permet d'identifier la cadence minimale que l'installation devra atteindre pour répondre à la demande. Le calcul s'effectue en divisant la production annuelle visée par le nombre de jours ouvrés puis par le nombre d'heures réellement productives. Le résultat obtenu doit ensuite être corrigé afin d'intégrer le taux de rebut attendu. Cette approche permet de tenir compte des pertes liées au démarrage des équipements, aux réglages ou aux non-conformités de production.
Calcul de la cadence horaire cible
Le besoin journalier est ensuite converti en cadence horaire. Ce calcul permet de déterminer le nombre minimum de blocs à produire chaque heure pour atteindre les objectifs fixés. Le taux de rebut doit être pris en compte dès la phase d'étude afin d'éviter un sous-dimensionnement des équipements. Les pertes liées à la production impactent directement la cadence réelle à atteindre. Le TRS permet d'intégrer :
- les arrêts, les changements de série
- les opérations de maintenance.
- les micro-arrêts.
Il constitue un indicateur essentiel pour estimer la capacité nette de la ligne.
Quel niveau d'automatisation choisir pour une ligne de production de blocs béton ?
Ligne semi-automatique
Le choix entre une ligne semi-automatique et une ligne automatique dépend principalement du volume de production recherché. Les installations semi-automatiques sont généralement retenues pour des projets présentant des volumes modérés ou nécessitant davantage d'interventions manuelles. Les opérations de manutention et de transfert restent alors partiellement réalisées par les opérateurs.
Ligne automatique
Les lignes automatiques permettent de traiter des volumes plus importants tout en réduisant les interventions humaines sur les opérations répétitives. Les équipements de transfert, de palettisation et de stockage fonctionnent de manière coordonnée afin d'assurer une cadence stable. Le niveau d'automatisation doit également être cohérent avec le coût de la main-d'œuvre, la fréquence des changements de formats et les objectifs de productivité du projet.
Critères de sélection du niveau d’automatisation
Le choix du niveau d'automatisation dépend principalement du volume de production visé, des ressources humaines disponibles et du nombre de références fabriquées. Une ligne semi-automatique convient aux projets avec des volumes de production modérés et davantage d'interventions manuelles. Une ligne automatique est généralement retenue lorsque les objectifs de production sont plus élevés et nécessitent un fonctionnement continu.
Les principaux critères à analyser sont :
- le volume annuel de blocs à produire ;
- le nombre d'équipes de production ;
- les ressources humaines disponibles ;
- le nombre de formats ou de références fabriqués ;
- les objectifs de productivité ;
- les perspectives de développement de l'activité.
La diversité des produits fabriqués influence également ce choix. Une production comportant plusieurs formats de blocs entraîne davantage de changements de moules et de réglages. Dans ce cas, l'automatisation permet de réduire les temps d'arrêt et de maintenir une cadence plus régulière. Le niveau d'automatisation doit enfin rester cohérent avec les objectifs de production à court et long terme.
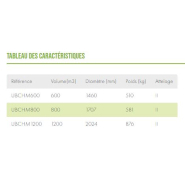
| Production annuelle | Configuration généralement envisagée |
|---|---|
| < 1 million de blocs | Semi-automatique |
| 1 à 5 millions de blocs | Semi-auto renforcée ou automatique compacte |
| > 5 millions de blocs | Automatique |
Comment dimensionner la presse à blocs béton et les équipements de production ?
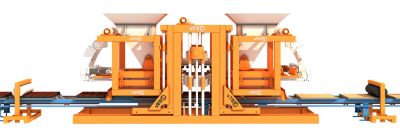
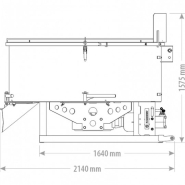
Dimensionnement de la presse à blocs béton
La presse constitue le cœur de la ligne de fabrication. Sa capacité dépend du nombre de blocs produits à chaque cycle, de la vitesse de fonctionnement et du TRS retenu pour le projet. Le dimensionnement de cet équipement doit permettre d'atteindre la cadence cible tout en conservant une marge de sécurité.
Formule : Capacité presse = blocs/cycle × cycles/h × OEE
La capacité de la presse doit être supérieure à la cadence cible calculée précédemment
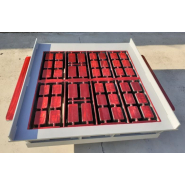
Sélection et dimensionnement des moules
Le choix des moules à béton influence également les performances de production. La taille des empreintes, le nombre de blocs produits par cycle et la facilité de changement de format ont un impact direct sur la productivité globale de l'installation.
Dimensionnement du malaxeur et des installations de dosage
Le malaxeur doit être dimensionné de manière à alimenter la presse sans interruption. Son débit dépend du volume de béton nécessaire pour produire la cadence horaire définie lors de l'étude. Les installations de dosage doivent suivre le même rythme afin de garantir un approvisionnement continu en ciment, granulats, eau et adjuvants.
| Blocs/cycle | Cycles/h | OEE | Blocs/h produits |
|---|---|---|---|
| 4 | 60 | 70 % | 168 |
| 6 | 60 | 70 % | 252 |
| 6 | 80 | 75 % | 360 |
| 12 | 80 | 80 % | 768 |
| 16 | 80 | 80 % | 1 024 |
| Blocs/cycle : 4 | |
|---|---|
| Cycles/h | 60 |
| OEE | 70 % |
| Blocs/h produits | 168 |
| Blocs/cycle : 6 | |
|---|---|
| Cycles/h | 60 |
| OEE | 70 % |
| Blocs/h produits | 252 |
| Blocs/cycle : 6 | |
|---|---|
| Cycles/h | 80 |
| OEE | 75 % |
| Blocs/h produits | 360 |
| Blocs/cycle : 12 | |
|---|---|
| Cycles/h | 80 |
| OEE | 80 % |
| Blocs/h produits | 768 |
| Blocs/cycle : 16 | |
|---|---|
| Cycles/h | 80 |
| OEE | 80 % |
| Blocs/h produits | 1 024 |

Comment dimensionner les infrastructures, les flux et les utilités d'une ligne de production de blocs béton ?
Dimensionnement des espaces de cure et de stockage
La production de blocs béton ne s'arrête pas à la sortie de la presse. Les produits doivent être transportés, stockés puis conservés dans des conditions adaptées pendant leur phase de cure. Ces opérations représentent une part importante du dimensionnement global. Le nombre de palettes en circulation dépend directement du volume produit chaque heure et du temps de cure retenu. Une durée de cure élevée augmente mécaniquement le nombre de palettes immobilisées et les surfaces nécessaires au stockage intermédiaire.
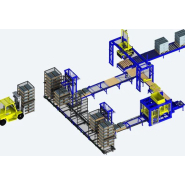
Organisation des flux de manutention et des infrastructures
Les équipements de manutention doivent être capables d'absorber les flux générés par la production. Les convoyeurs, empileurs et chariots de manutention sont dimensionnés à partir du nombre de palettes déplacées chaque heure. Des zones tampons peuvent également être prévues afin d'absorber les arrêts ponctuels de certains équipements sans interrompre la production.
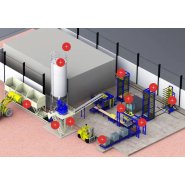
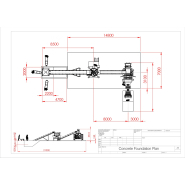
Dimensionnement des infrastructures nécessaires à l'exploitation
La conception d'une usine de blocs béton ne se limite pas aux équipements de production. Les espaces de stockage des matières premières, les zones de cure, les aires de circulation et les surfaces dédiées aux produits finis doivent être intégrés dès la phase de conception.
L'organisation des flux joue un rôle majeur dans les performances futures du site. Une implantation cohérente permet de réduire les déplacements internes, les temps d'attente et les opérations de manutention. L'objectif consiste à assurer une circulation fluide des matières premières jusqu'aux produits finis.
Dimensionnement des utilités et des équipements auxiliaires
Les utilités conditionnent la disponibilité réelle de la ligne de production. Une alimentation électrique insuffisante ou un réseau d'air comprimé sous-dimensionné peut provoquer des arrêts récurrents et dégrader le TRS. Le dimensionnement des besoins électriques repose sur la puissance installée des principaux équipements de production. Les consommations d'eau sont calculées à partir des formulations béton retenues et des volumes produits.
Les contraintes environnementales doivent également être prises en compte. Les opérations de dosage et de malaxage génèrent des poussières qui nécessitent la mise en place de dispositifs de captage adaptés. Les nuisances sonores produites par la presse et les équipements de manutention doivent également être évaluées afin de respecter les exigences réglementaires applicables au site.

Comment sécuriser la montée en cadence de la ligne de production ?
La mise en service d'une ligne de production s'effectue généralement de manière progressive afin de stabiliser les réglages des équipements et de valider les paramètres de fabrication. Cette phase permet d'identifier les éventuels déséquilibres entre les différents postes avant d'atteindre la cadence nominale. La montée en charge débute généralement entre 50 % et 60 % de la capacité nominale. Les cadences sont ensuite augmentées progressivement afin de vérifier le bon fonctionnement des équipements, d'ajuster les paramètres de production et de limiter les risques de non-conformité.
Plusieurs indicateurs doivent être suivis pendant cette phase :
- le TRS réel de la ligne ;
- le taux de rebut ;
- la cadence horaire obtenue ;
- le taux d'arrêts non planifiés ;
- le taux de casse pendant la cure ;
- les performances des équipements de manutention et de palettisation.
Une attention particulière doit être portée aux postes susceptibles de devenir des goulots d'étranglement, notamment la palettisation, les transferts de palettes et les zones de cure. Le suivi régulier des performances permet de détecter rapidement les écarts entre les objectifs de production et les résultats obtenus afin de mettre en place les actions correctives nécessaires avant l'atteinte de la cadence nominale.
Quels paramètres influencent la qualité des blocs béton et les performances de production ?
La qualité des blocs béton dépend directement de la formulation, du compactage et des conditions de cure. Chaque paramètre peut avoir un impact à la fois sur les caractéristiques du produit fini et sur les performances globales de la ligne de production. Une variation de l'humidité des granulats modifie la consistance du béton frais et peut entraîner des écarts de résistance mécanique.
Un dosage en eau inadapté peut provoquer des défauts de démoulage, des casses ou des phénomènes d'efflorescence. De la même manière, une durée de vibration insuffisante ou un compactage incorrect peuvent générer des blocs présentant une densité ou une résistance inférieure aux spécifications attendues. Les principaux paramètres à surveiller sont :
- l'humidité des granulats ;
- le dosage en eau ;
- le dosage en ciment ;
- les paramètres de vibration et de compactage ;
- le temps de cure ;
- les conditions de stockage des blocs ;
- les changements de formats et les réglages associés.
La maîtrise de ces variables permet de réduire le taux de rebut, de limiter les arrêts liés aux non-conformités et d'améliorer la régularité de la production. La mise en place d'une traçabilité par lot, associée au suivi des paramètres de fabrication, facilite également l'identification des causes d'écart et la mise en œuvre d'actions correctives ciblées.
| Paramètre qualité | Impact sur cadence | Impact sur rebut |
|---|---|---|
| Humidité des granulats (variable) | Ralentit les réglages | Augmente la variabilité résistance |
| Dosage eau trop élevé | Réduction fréquence vibration | Casse en démoulage, efflorescence |
| Durée de vibration insuffisante | Cadence augmentée artificiellement | Porosité, résistance hors tolérance |
| Temps de cure trop court | Libération palette prématurée | Casse en manutention, rebut élevé |
| Changement de format non optimisé | Arrêt long, TRS dégradé | Premiers blocs non conformes |


Nos machines à parpaing fixes les plus recherchées sur hellopro.fr



















Nos centrales à béton les plus recherchées sur hellopro.fr













Nos malaxeurs à béton les plus recherchés sur hellopro.fr















Nos moules à béton les plus recherchés sur hellopro.fr


 Moule cubique composite - I07 712 à I07 716
Moule cubique composite - I07 712 à I07 716















 Moule acier - I07 610 àI07 615
Moule acier - I07 610 àI07 615