- Quels types de parpaings choisir selon l'ouvrage à réaliser ?
- Quels sont les matériaux et équipements nécessaires à la fabrication du parpaing ?
- Quels sont les processus de fabrication du parpaing ?
- Comment maîtriser la cure et le séchage des parpaings ?
- Quels contrôles qualité mettre en place en production de parpaing ?
- Quelles sont les normes et réglementations à respecter en fabrication de parpaing ?
- Quels types de parpaings choisir selon l'ouvrage à réaliser ?
- Quels sont les matériaux et équipements nécessaires à la fabrication du parpaing ?
- Quels sont les processus de fabrication du parpaing ?
- Comment maîtriser la cure et le séchage des parpaings ?
- Quels contrôles qualité mettre en place en production de parpaing ?
- Quelles sont les normes et réglementations à respecter en fabrication de parpaing ?
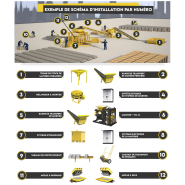
- La fabrication du parpaing suit une chaîne en 7 étapes : dosage → malaxage → moulage → vibrocompression → démoulage → cure → stockage/palettisation.
- En production artisanale, la cure s'effectue à l'air libre avec arrosage régulier pendant un minimum de 24 heures ; en production industrielle, l'étuvage dure de 24 à 48 heures.
- La résistance du béton monte progressivement : elle atteint environ 90 % à 8 jours et son pic maximal autour de 21 jours.
- La composition du parpaing repose sur ciment, granulats (sable + graviers) et eau, avec possibilité d'adjuvants.
- Le dosage indicatif en ciment pour la fabrication tourne autour de 350 à 400 kg par m³ de béton ; il convient de limiter l'excès d'eau pour ne pas fragiliser les blocs.
- Les machines de production vont du moule manuel à la ligne automatique (pondeuse, presse vibrante, ligne à palettes) ; le choix dépend de la cadence visée et des contraintes logistiques.
- Trois référentiels encadrent la fabrication et la mise en œuvre : le marquage CE (obligatoire à la mise sur le marché), la norme produit NF EN 771-3, et le NF DTU 20.1 pour la pose (joints, chaînages, soubassements).
- La RE 2020 impose des critères d'isolation : les parpaings classiques nécessitent un doublage isolant ; certains blocs intègrent des granulats légers pour améliorer la performance thermique.
- Les contrôles qualité en production portent sur trois critères principaux : caractéristiques géométriques, résistance à la compression et aspect visuel des blocs.
La fabrication du parpaing repose sur des étapes précises, que ce soit dans un cadre artisanal ou industriel. Elle nécessite des machines à parpaings mobiles ou fixes pour garantir des blocs aux dimensions régulières. Le choix de l’équipement dépend du niveau de production et des exigences du chantier. Après le moulage, les parpaings doivent suivre un processus de séchage contrôlé pour assurer leur solidité. Leur mise en œuvre respecte des normes spécifiques afin de garantir la stabilité et la durabilité des constructions.
Quels types de parpaings choisir selon l'ouvrage à réaliser ?
Associer chaque type de bloc à son usage sur le chantier
Le choix du type de bloc structure directement la solidité et la pérennité d'un ouvrage. Chaque famille répond à une contrainte précise :
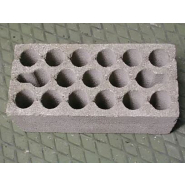
- Bloc creux standard : le plus utilisé pour les murs courants, les façades et les murs de refend. Son poids réduit facilite la manutention et la découpe sur chantier.
- Bloc plein ou perforé : plus dense et plus lourd, il convient aux soubassements, fondations et parties enterrées qui subissent des sollicitations mécaniques élevées.
- Bloc d'angle : conçu pour recevoir des armatures acier et réaliser les chaînages verticaux aux angles et aux poteaux.
- Bloc en U (chaînage/linteau) : accueille les armatures horizontales et le béton coulé pour former les chaînages de plancher ou les linteaux de baies.
- Bloc à bancher : sert de coffrage perdu rempli de béton armé, pour les murs de soutènement, parois de piscine et ouvrages soumis à des pressions latérales.
- Planelle : élément mince utilisé pour habiller les abouts de planchers et masquer les chaînages en façade.
Pour cadrer le besoin (achat ou production), les critères les plus utiles à préciser sont : mur porteur ou non, présence de chaînage (angles, planchers, linteaux), exposition à l'humidité (soubassement/enterré), contraintes de manutention (poids), et choix des finitions (enduit, parement) ainsi que le type de joints (traditionnels ou minces si blocs rectifiés).
Identifier les performances techniques utiles en production et en chantier
- La conductivité thermique dépend de la densité du bloc et du type de granulats. Elle peut atteindre 1,07 W/m·K ou plus pour un bloc standard à granulats lourds.
- L'isolation acoustique et thermique reste limitée pour les parpaings classiques : un doublage isolant est généralement nécessaire pour répondre aux exigences de la RE 2020.
- Les dimensions des parpaings varient selon leur usage (cloisons, constructions courantes, murs porteurs), ce qui joue sur la stabilité, la manutention et la cadence de pose.
- La résistance mécanique des blocs est classée de B40 à B160, indiquant une capacité de charge comprise entre 40 et 160 kg/cm² ; ces classes orientent l'usage (murs courants vs ouvrages plus sollicités).
Contrôles usuels : en pratique, les professionnels vérifient aussi la régularité dimensionnelle (géométrie, équerrage), l'aspect (arêtes, éclats, fissures) et la constance d'un lot. Ces points facilitent la mise en œuvre et limitent les reprises au mortier.
Anticiper les contraintes de mise en œuvre et de performance
- Isolation : les parpaings standard nécessitent un isolant complémentaire pour atteindre les niveaux exigés par la RE 2020. Les blocs rectifiés (joints minces) limitent les ponts thermiques liés aux joints traditionnels.
- Résistance au feu : le béton ne brûle pas et ne dégage pas de fumée, ce qui confère aux murs en parpaings une bonne tenue en cas d'incendie.
- Finitions et enduit : la préparation du support (nettoyage, humidification) influence la tenue des enduits et la durabilité.
- Logistique chantier : homogénéité dimensionnelle et cadence de pose sont des atouts, mais il faut anticiper la manutention (poids/stockage).
- Joints : joints épais (mortier) pour blocs standards ; joints minces (mortier-colle) pour blocs rectifiés.
Globalement, le parpaing est rapide à mettre en œuvre, mais son isolation intrinsèque impose de traiter l'enveloppe thermique via un doublage ou un système isolant adapté.

Quels sont les matériaux et équipements nécessaires à la fabrication du parpaing ?
Matériaux pour fabriquer du parpaing
La fabrication du parpaing repose sur un béton à consistance ferme (adapté au moulage) dont la formulation doit rester constante d'un lot à l'autre.
- Ciment : liant principal. En pratique, un ordre de grandeur fréquemment cité pour des blocs courants se situe autour de 350 à 400 kg/m³ de béton (à ajuster selon objectifs de résistance, granulats et process).
- Granulats : sable + graviers (propreté, humidité et courbe granulométrique influencent la compacité et la régularité).
- Eau : paramètre critique : l'excès d'eau augmente la porosité après évaporation et peut réduire la résistance mécanique. La maîtrise du rapport eau/ciment est déterminante en vibrocompression.
- Adjuvants (optionnels) : plastifiants/superplastifiants (maniabilité sans ajout d'eau), accélérateurs/retardateurs (prise), hydrofuges (perméabilité), etc.
Point de vigilance : pour éviter les défauts (fissures, arêtes cassantes, variabilité dimensionnelle), la régularité de l'humidité des granulats et des dosages est aussi importante que le choix des matériaux.
Équipements nécessaires pour fabriquer du parpaing
Le choix d'une machine de fabrication de parpaing dépend d'abord du niveau de production (petites séries chantier vs production continue), puis des contraintes de manutention et de cure.
- Niveau 1 - Moules manuels : pour très petites séries. Compactage et régularité dépendent de l'opérateur ; besoin d'une zone de cure à l'abri (bâchage/ombrage).
- Niveau 2 - Pondeuse (production au sol) : production sur aire plane ; les blocs sont déposés au sol. Nécessite de l'espace de séchage et une organisation de manutention adaptée.
- Niveau 3 - Presse vibrante fixe (production sur palettes) : vibrocompression pour une meilleure compacité ; s'intègre facilement à une logistique palettes/stockage et à une cure maîtrisée.
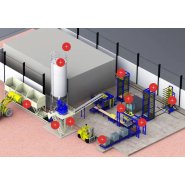
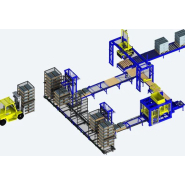
- Niveau 4 - Ligne automatisée : dosage automatisé, malaxage, presse, transfert palettes, palettisation/filmage, et éventuellement étuve (selon l'organisation). Optimise cadence et répétabilité.
Critères de choix pro à cadrer : cadence visée, surface disponible (aire au sol vs racks/palettes), moyens de levage (chariot, convoyeurs), besoin d'une cure accélérée (étuve) et diversité des produits (blocs, hourdis, pavés, bordures via changement de moules).

Quels sont les processus de fabrication du parpaing ?
Fabrication artisanale de parpaing
Pour fabriquer un parpaing en mode artisanal, l'objectif est d'enchaîner des étapes simples mais répétables, en limitant les variations de dosage et en sécurisant la cure.
- Dosage : préparer les quantités de ciment, sable, granulats et eau (l'ajout d'eau se fait progressivement).
- Malaxage : mélanger d'abord les composants secs, puis ajouter l'eau pour obtenir un béton homogène et ferme (éviter un mélange trop fluide).
- Préparation du support et du moule : sol propre, plan et stable ; moule propre (huilage/mouillage selon pratique) pour faciliter le démoulage.
- Moulage : remplir le moule par couches si nécessaire.
- Compactage : tasser à chaque couche pour chasser l'air (les vides dégradent la résistance et l'aspect).
- Démoulage : retirer le moule avec précaution dès que le bloc se tient sans se déformer.
- Cure : placer à l'ombre, protéger du vent/soleil ; maintenir humide (arrosage/bâchage) et éviter la manipulation trop précoce.
Points de vigilance pro : répétabilité du rapport eau/ciment, protection contre le dessèchement rapide, et manutention douce des blocs frais pour préserver les arêtes.
Fabrication industrielle du parpaing
La fabrication industrielle des parpaings s'organise en séquence pour garantir compacité, régularité dimensionnelle et traçabilité.
- Dosage (souvent automatisé) des granulats, du ciment, de l'eau et des adjuvants éventuels.
- Malaxage jusqu'à obtention d'un béton ferme compatible avec le moulage.
- Moulage dans des moules métalliques.
- Vibration + pression (vibrocompression) pour densifier le béton et limiter les vides.
- Démoulage immédiat sur palettes ou sur aire de production selon la ligne.
- Cure : à l'air libre (ordre de grandeur : minimum 24 h avant manipulation) ou en étuve 24–48 h si l'organisation vise une montée en résistance plus rapide.
- Maturation / stockage / palettisation : la résistance continue d'évoluer ; les lots sont ensuite palettisés, filmés et stockés avant expédition.
Selon le niveau d'automatisation, on passe de solutions avec intervention à chaque cycle à des lignes intégrées (alimentation, presse, transfert palettes, stockage). L'enjeu central reste la répétabilité (dosages, humidité des granulats, paramètres de vibration/pression) et la maîtrise de la cure pour limiter fissures et variabilité.

Comment maîtriser la cure et le séchage des parpaings ?
La cure correspond à la phase où l'on maintient des conditions favorables à l'hydratation du ciment (humidité, température) pour éviter un dessèchement trop rapide. Une cure insuffisante augmente les risques de fissuration, d'arêtes fragiles et de résistance irrégulière.
- À l'air libre : après démoulage, les blocs sont protégés du soleil et du vent (bâchage/ombrage, stockage sur racks ou sur zone plane). Un ordre de grandeur souvent retenu est un minimum de 24 h avant manipulation, avec une organisation qui maintient une atmosphère humide au début de la prise.
- En étuve : en production industrielle, l'étuvage permet de maîtriser température et humidité et d'accélérer la montée en résistance. Un ordre de grandeur courant est 24 à 48 h selon la formulation et le process.
- Maturation : même après une cure initiale, la résistance continue d'évoluer. Selon l'organisation, une maturation plus longue (plusieurs jours) est planifiée avant expédition et mise en œuvre, en tenant compte des conditions météo/saison.
Sur le plan logistique, la cure se pense comme une capacité : surface (aire au sol) ou nombre de palettes/racks, protection contre les intempéries, et plan de rotation des lots pour éviter les manipulations trop précoces.
Quels contrôles qualité mettre en place en production de parpaing ?
En fabrication, la constance des blocs dépend d'un contrôle régulier des matières, du process (dosage, vibration/pression, cure) et d'une traçabilité par lot. En contexte industriel, ces pratiques s'inscrivent dans une logique de contrôle de production en usine (CPU).
- Contrôles géométriques : dimensions, équerrage, planéité et régularité (impact direct sur la pose, l'épaisseur des joints et la consommation de mortier).
- Aspect : arêtes, éclats, fissures, homogénéité de surface (détection de problèmes de compactage ou de cure).
- Résistance à la compression : essais sur échantillons représentatifs pour vérifier la conformité aux classes visées.
- Absorption / porosité (selon besoins et exigences) : indicateurs utiles pour anticiper comportement à l'humidité et durabilité.
- Traçabilité : identification des lots (date/heure, formulation, poste/moule, paramètres process) pour isoler rapidement une dérive.
Sans fixer de fréquences, l'enjeu est de conserver des enregistrements et de pratiquer un échantillonnage cohérent (contrôles à réception + contrôles en cours de production + contrôles sur lots finis) afin de sécuriser la conformité et la répétabilité.
Quelles sont les normes et réglementations à respecter en fabrication de parpaing ?
Les exigences se lisent à deux niveaux : normes produit (pour fabriquer/mettre sur le marché) et règles de mise en œuvre (pour construire durablement).
- Marquage CE : obligatoire pour la mise sur le marché des produits concernés. Il s'appuie sur une déclaration des performances et des caractéristiques du produit.
- NF EN 771-3 (+ complément national) : norme produit de référence pour les blocs en béton de granulats. Elle encadre notamment les caractéristiques déclarées (dimensions, tolérances, résistance, etc.) et s'articule avec les exigences de contrôle en production.
- NF (marque volontaire) : démarche de certification complémentaire, non obligatoire, qui atteste d'un respect de critères et d'un niveau de contrôle selon un cahier des charges.
- DTU 20.1 : règles de mise en œuvre des ouvrages en maçonnerie. En pratique, il guide des points clés comme l'épaisseur et la régularité des joints, le traitement des liaisons, les chaînages horizontaux/verticaux, ainsi que les dispositions de soubassement (protection contre l'humidité, coupure capillarité selon prescriptions).
- RT 2012 et RE 2020 : cadres réglementaires thermiques. La RE 2020 est la référence actuelle ; elle implique de traiter l'isolation (les parpaings standards nécessitent généralement un doublage isolant ou une solution d'enveloppe performante).
- Zones sismiques : des dispositions spécifiques peuvent s'appliquer (renforcement des chaînages, choix de blocs et armatures adaptés) afin d'améliorer le comportement de la structure.
Pour éviter les confusions : la norme produit (ex. NF EN 771-3) traite de la conformité du bloc, alors que le DTU 20.1 traite de la façon de l'assembler et de l'intégrer dans un ouvrage (joints, chaînages, détails constructifs), ce qui conditionne la durabilité sur chantier.