- Dans quels cas choisir une machine à parpaing fixe ?
- Comment fonctionne une ligne fixe de fabrication de parpaings ?
- Quelle capacité de machine à parpaing faut-il choisir ?
- Quels blocs une machine à parpaing peut-elle produire et quels moules prévoir ?
- Quels paramètres pilotent la qualité et le taux de rebut ?
- Quelles matières premières et quels équipements prévoir pour une machine à parpaing ?
- Quel niveau d'automatisation choisir pour votre atelier ?
- Quelle implantation d'atelier prévoir pour éviter les goulots ?
- Quel budget prévoir entre machine, périphériques et génie civil ?
- Faut-il acheter une machine neuve ou d'occasion ?
- Comment évaluer un fournisseur et sécuriser la mise en service ?
- Dans quels cas choisir une machine à parpaing fixe ?
- Comment fonctionne une ligne fixe de fabrication de parpaings ?
- Quelle capacité de machine à parpaing faut-il choisir ?
- Quels blocs une machine à parpaing peut-elle produire et quels moules prévoir ?
- Quels paramètres pilotent la qualité et le taux de rebut ?
- Quelles matières premières et quels équipements prévoir pour une machine à parpaing ?
- Quel niveau d'automatisation choisir pour votre atelier ?
- Quelle implantation d'atelier prévoir pour éviter les goulots ?
- Quel budget prévoir entre machine, périphériques et génie civil ?
- Faut-il acheter une machine neuve ou d'occasion ?
- Comment évaluer un fournisseur et sécuriser la mise en service ?
- La machine à parpaing fixe convient aux ateliers qui produisent des volumes réguliers et répétables, à partir de quelques centaines de blocs par jour jusqu'à plusieurs milliers pour les lignes industrielles.
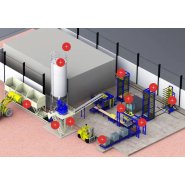
- Le choix de la machine ne représente qu'une partie du projet : le malaxeur, le système de dosage, la ligne de cure, les palettes et la manutention constituent des postes de coût et de débit aussi déterminants que la presse elle-même.
- La cadence annoncée par le fabricant est toujours une cadence théorique. Le débit réel tient compte des changements de moules, des arrêts techniques, du temps de chargement béton et de la rotation des palettes vers la zone de cure.
- La gamme de blocs souhaitée conditionne le nombre de moules à acheter et la fréquence des changements de série. Un moule représente un investissement non négligeable et une durée de vie à évaluer avant achat.
- La qualité des granulats, leur humidité et la régularité du dosage ciment influencent directement la résistance des blocs, les tolérances dimensionnelles et le taux de rebut, indépendamment des performances de la presse.
- Le niveau d'automatisation doit être calibré sur l'effectif disponible et le volume visé : une installation semi-automatique couvre la grande majorité des besoins des PME, tandis qu'une ligne manuelle convient aux petites séries polyvalentes.
- Le budget total inclut la machine, les moules, les périphériques, le génie civil, la manutention et la mise en service. Le ratio entre le coût de la machine nue et le coût total de la ligne varie selon le niveau d'automatisation, mais le coût machine ne représente souvent que la moitié du CAPEX global.
Dans quels cas choisir une machine à parpaing fixe ?
Comment fonctionne une ligne fixe de fabrication de parpaings ?

Quelle capacité de machine à parpaing faut-il choisir ?
Étapes pour dimensionner une capacité de production
- Définition du volume de production : Le dimensionnement repose sur le volume de blocs à produire sur une période donnée, généralement à la semaine ou au mois. Cette estimation tient compte des formats fabriqués ainsi que des variations d'activité au cours de l'année.
- Calcul du volume journalier : Le volume total est réparti sur le nombre de jours de production effectifs afin d'obtenir un objectif quotidien. Les temps consacrés aux changements de moules, au nettoyage et à la maintenance planifiée sont intégrés dans le calcul.
- Estimation de la cadence réelle : La cadence nominale indiquée par le constructeur ne correspond pas à la production réellement obtenue. Un taux de disponibilité compris entre 75 % et 85 % permet d'estimer une cadence nette en fonction du niveau d'automatisation et de la diversité des séries produites.
- Dimensionnement de la zone de cure : Le nombre de palettes produites chaque jour est mis en relation avec la durée de cure afin de déterminer la capacité nécessaire. Une cure naturelle de 48 à 72 heures mobilise davantage d'emplacements qu'une cure accélérée réalisée en étuve.
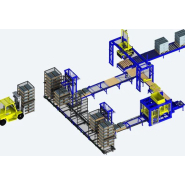
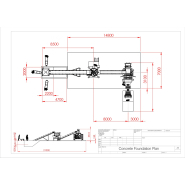
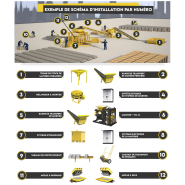
- Organisation des surfaces de production : L'atelier est généralement structuré en plusieurs zones distinctes : stockage des granulats, dosage et malaxage, presse, transfert des palettes, cure et stockage des produits finis. L'organisation des flux vise à limiter les croisements entre les opérations de production et les déplacements des équipements de manutention.
Mini-méthode pour estimer un ROI sans hypothèses fragiles
- Investissement initial (CAPEX) : L'investissement initial comprend le prix de la machine à parpaing, les moules nécessaires à la fabrication des différents formats de blocs, ainsi que les équipements périphériques tels que le malaxeur, le doseur, les convoyeurs, l'empileur ou le palettiseur. Il inclut également les travaux d'installation, notamment les fondations, la dalle, les raccordements aux réseaux et les équipements de manutention. Selon le niveau d'automatisation retenu, la machine représente généralement entre 40 % et 60 % du coût total du projet.
- Coûts d'exploitation (OPEX) : Les coûts d'exploitation regroupent les dépenses liées au fonctionnement de l'installation. Ils comprennent la consommation d'énergie, calculée à partir de la puissance installée et du temps de fonctionnement, les matières premières telles que le ciment et les adjuvants, la main-d'œuvre affectée à la production, les pièces d'usure, les opérations de maintenance ainsi que les pertes de matière liées aux rebuts de fabrication.
Quels blocs une machine à parpaing peut-elle produire et quels moules prévoir ?
Quels paramètres pilotent la qualité et le taux de rebut ?
Les tolérances dimensionnelles dépendent de l'état du moule, de la régularité du dosage et de la stabilité de la vibration. Un moule usé ou mal fixé produit des blocs hors cote qui entraînent des pertes de temps à la pose chantier. Le taux de rebut typique d'une ligne bien réglée se situe en dessous de 3 %. Au-delà de 5 %, il convient d'investiguer l'état du moule, la formulation ou les réglages de vibration.

Quelles matières premières et quels équipements prévoir pour une machine à parpaing ?
La qualité des blocs béton produits dépend directement de la régularité des matières premières utilisées. Une installation de fabrication de parpaings nécessite généralement une zone de stockage des granulats, un silo à ciment, un système de dosage et un malaxeur capable d'alimenter la presse de manière continue.
Le choix des granulats influence la qualité du compactage et l'aspect final des blocs. Leur granulométrie doit être adaptée aux formats fabriqués et aux caractéristiques des moules utilisés. Le ciment doit être stocké dans des conditions permettant de maintenir une alimentation régulière du processus de production.
Maîtrise du dosage et de l'humidité
La stabilité du mélange béton repose sur un dosage constant des différents constituants. L'utilisation d'équipements de dosage automatisé permet de limiter les écarts entre les cycles de fabrication et d'obtenir des caractéristiques homogènes d'un lot à l'autre.
L'humidité des granulats constitue également un paramètre à surveiller. Un mélange trop humide peut entraîner des difficultés de démoulage et augmenter le nombre de rebuts. À l'inverse, un béton trop sec peut réduire la cohésion des blocs avant leur mise en cure. Le contrôle régulier de l'humidité permet d'ajuster la quantité d'eau incorporée au mélange.
Impact sur la cadence et la qualité de production
La qualité du béton influence directement les performances de l'installation. Une formulation maîtrisée facilite le remplissage des moules, améliore la compaction et contribue à la régularité dimensionnelle des blocs.
À l'inverse, des variations de dosage, d'humidité ou de granulométrie peuvent provoquer des défauts de fabrication, ralentir la cadence de production et augmenter les pertes de matière. Une alimentation continue de la presse et une préparation homogène du béton participent ainsi à la stabilité de la production et à la réduction des coûts d'exploitation.
Quel niveau d'automatisation choisir pour votre atelier ?
| Option | Profil adapté | Impact cadence | Effectif typique | Contraintes atelier | Points de vigilance |
|---|---|---|---|---|---|
| Manuelle | Petite série, polyvalence, budget réduit | Cadence basse, dépend de l'opérateur | 2 à 3 opérateurs | Faible emprise, peu de génie civil | Fatigue opérateur, régularité variable |
| Semi-automatique | PME, production régulière, débit modéré | Cadence stable et supérieure à manuelle | 1 à 2 opérateurs | Emprise et raccordements moyens | Fiabilité des actionneurs, SAV réactif |
| Automatique | Industriel, gros volumes, flux continus | Cadence haute et constante | 1 opérateur supervision | Grande emprise, génie civil lourd | Maintenance complexe, formation poussée |
| Cure naturelle | Tous profils, zones à climat favorable | Rotation lente, stockage élevé | Sans ajout | Surface cure importante | Variations qualité selon météo |
| Chambre de cure ou étuve | PME et industriel, production accélérée | Rotation rapide, moins de palettes | Conduite étuve | Surface et énergie supplémentaires | Investissement et consommation énergie |
| Option : Manuelle | |
|---|---|
| Profil adapté | Petite série, polyvalence, budget réduit |
| Impact cadence | Cadence basse, dépend de l'opérateur |
| Effectif typique | 2 à 3 opérateurs |
| Contraintes atelier | Faible emprise, peu de génie civil |
| Points de vigilance | Fatigue opérateur, régularité variable |
| Option : Semi-automatique | |
|---|---|
| Profil adapté | PME, production régulière, débit modéré |
| Impact cadence | Cadence stable et supérieure à manuelle |
| Effectif typique | 1 à 2 opérateurs |
| Contraintes atelier | Emprise et raccordements moyens |
| Points de vigilance | Fiabilité des actionneurs, SAV réactif |
| Option : Automatique | |
|---|---|
| Profil adapté | Industriel, gros volumes, flux continus |
| Impact cadence | Cadence haute et constante |
| Effectif typique | 1 opérateur supervision |
| Contraintes atelier | Grande emprise, génie civil lourd |
| Points de vigilance | Maintenance complexe, formation poussée |
| Option : Cure naturelle | |
|---|---|
| Profil adapté | Tous profils, zones à climat favorable |
| Impact cadence | Rotation lente, stockage élevé |
| Effectif typique | Sans ajout |
| Contraintes atelier | Surface cure importante |
| Points de vigilance | Variations qualité selon météo |
| Option : Chambre de cure ou étuve | |
|---|---|
| Profil adapté | PME et industriel, production accélérée |
| Impact cadence | Rotation rapide, moins de palettes |
| Effectif typique | Conduite étuve |
| Contraintes atelier | Surface et énergie supplémentaires |
| Points de vigilance | Investissement et consommation énergie |

Quelle implantation d'atelier prévoir pour éviter les goulots ?
Les flux palettes et les flux engins ne doivent pas se croiser. Un tracé au sol des allées de circulation, réalisé avant la mise en service, évite les accidents et les pertes de temps lors de l'exploitation courante.

Quel budget prévoir entre machine, périphériques et génie civil ?
Les postes CAPEX sont les suivants :
- La machine (presse vibro-hydraulique) représente le poste central.
- Les moules constituent un poste variable selon le nombre de formats et la complexité des profils.
- Les périphériques (malaxeur, doseur, silo, convoyeur, empileur, palettiseur) s'ajoutent selon le niveau d'automatisation choisi. Le génie civil (fondations anti-vibration, dalle, raccordements électriques et hydrauliques) est souvent sous-estimé et représente 15 à 25 % du CAPEX dans les projets de PME.
- La manutention (transpalettes électriques, chariots élévateurs, convoyeurs de palettes) complète le dispositif.
Faut-il acheter une machine neuve ou d'occasion ?
- l'historique de maintenance (livret machine, fréquence des interventions, pannes majeures),
- le nombre d'heures ou de cycles effectués, l'état des jeux mécaniques sur les guides et les vérins,
- l'état du circuit hydraulique (fuites, pression de service effective), l'état de la table vibrante et des plots amortisseurs,
- l'état des moules (usure des revêtements, jeux aux angles),
- la disponibilité de la documentation technique complète.
Comment évaluer un fournisseur et sécuriser la mise en service ?
Vérification des références et des garanties
Les références clients constituent un indicateur de la capacité d'un fournisseur à déployer des installations similaires. L'existence de projets comparables en termes de volume de production, de types de blocs fabriqués ou de niveau d'automatisation permet d'évaluer l'expérience acquise sur ce marché.
La réalisation d'un essai de production avant commande permet également de vérifier la compatibilité de la machine avec les matières premières utilisées et d'observer les performances obtenues dans des conditions proches de l'exploitation future. Les garanties proposées doivent être analysées avec attention. Elles peuvent porter sur la production, la mise en service, les équipements fournis ou encore l'assistance technique pendant la période de garantie.
Analyse du service après-vente et de l'accompagnement
La qualité du service après-vente influence directement la continuité de production. La disponibilité des pièces de rechange, les délais d'intervention et l'accès à une assistance technique doivent être vérifiés avant l'achat. L'accompagnement proposé lors de l'installation constitue également un critère de sélection. La mise en service, les réglages initiaux et la formation des opérateurs contribuent à sécuriser le démarrage de la ligne de production.
Les principaux points à vérifier sont :
- les références clients dans le secteur de la préfabrication béton ;
- la disponibilité des pièces d'usure et des pièces de rechange ;
- les délais d'intervention du service après-vente ;
- la possibilité de réaliser des essais avant commande ;
- les garanties de production et de performance ;
- l'assistance à l'installation et à la mise en route ;
- la formation des opérateurs et du personnel de maintenance.