Sommaire
- Quel modèle économique viser avant d'acheter des machines à parpaings ?
- Comment réaliser une étude de marché actionnable en 10 jours ouvrés ?
- Comment dimensionner et implanter une unité de fabrication de parpaings ?
- Comment organiser le processus de fabrication des parpaings ?
- Quelle technologie de fabrication choisir selon les objectifs de production ?
- Quels équipements et infrastructures prévoir pour produire en continu ?
- Comment sécuriser l'approvisionnement en matières premières ?
- Quelles obligations réglementaires vérifier avant de lancer l'activité ?
- Comment intégrer les exigences de sécurité et d'environnement dans le projet ?
- Quel budget prévoir pour créer une unité de fabrication de parpaings ?
- Quel planning projet suivre de l'idée au démarrage industriel ?
Cet article vous plaît ?
Partagez-le !
Sommaire
- Quel modèle économique viser avant d'acheter des machines à parpaings ?
- Comment réaliser une étude de marché actionnable en 10 jours ouvrés ?
- Comment dimensionner et implanter une unité de fabrication de parpaings ?
- Comment organiser le processus de fabrication des parpaings ?
- Quelle technologie de fabrication choisir selon les objectifs de production ?
- Quels équipements et infrastructures prévoir pour produire en continu ?
- Comment sécuriser l'approvisionnement en matières premières ?
- Quelles obligations réglementaires vérifier avant de lancer l'activité ?
- Comment intégrer les exigences de sécurité et d'environnement dans le projet ?
- Quel budget prévoir pour créer une unité de fabrication de parpaings ?
- Quel planning projet suivre de l'idée au démarrage industriel ?
Temps de lecture estimé : 14min
💡 Ce qu'il faut retenir :
- La création d'une unité de fabrication de parpaings commence par la validation du marché local, l'identification des clients cibles et l'évaluation des volumes de vente susceptibles d'être générés.
- Le choix du site, de la capacité de production et du niveau d'automatisation doit être réalisé en fonction des objectifs commerciaux, des ressources disponibles et des perspectives de développement de l'activité.
- Le dimensionnement de l'installation repose sur la sélection des équipements de production, l'organisation des flux de fabrication, les zones de cure, les espaces de stockage et les moyens de manutention nécessaires au fonctionnement de l'usine.
- La qualité des parpaings dépend de la maîtrise des matières premières, du processus de fabrication et des contrôles réalisés tout au long de la production.
- Le projet doit intégrer les contraintes réglementaires, environnementales et de sécurité applicables au site avant le démarrage de l'exploitation.
- Le budget global doit couvrir les équipements, les infrastructures, les aménagements du terrain ainsi que les besoins de trésorerie nécessaires aux premiers mois d'activité.
- Une planification rigoureuse des études, des autorisations, des achats, de l'installation des équipements et de la montée en production permet de sécuriser le lancement du projet.
Obtenez un devis pour une machine à parpaing
Monter une unité de fabrication de parpaings ou blocs béton représente un projet industriel structuré, qui engage plusieurs centaines de milliers d'euros à plusieurs millions selon le niveau d'automatisation et la capacité installée. Ce guide couvre l'ensemble de la chaîne de décision : validation du modèle économique, étude de marché, choix du site, process de fabrication, sélection des équipements, gestion des matières premières, contrôle qualité, conformité réglementaire, organisation des ressources humaines, santé-sécurité-environnement et construction du business plan. Il s'adresse aux entrepreneurs et dirigeants de PME en France et en Afrique francophone. Les fourchettes financières citées sont indicatives : elles doivent systématiquement être remplacées par des devis fournisseurs et des benchmarks locaux avant toute décision d'investissement.
Quel modèle économique viser avant d'acheter des machines à parpaings ?
Avant d'acheter une machine à parpaings, il est nécessaire de valider le modèle économique du projet. Le choix des équipements dépend directement des clients visés, des volumes à produire et des produits à fabriquer. Une ligne de production doit être dimensionnée en fonction de débouchés identifiés plutôt que sur une hypothèse de croissance difficile à confirmer. Les principaux éléments à valider avant l'investissement sont :
- l'existence d'une demande suffisante sur le marché local ;
- la disponibilité du ciment, des granulats et des autres matières premières ;
- l'accessibilité du site aux poids lourds et aux réseaux d'eau et d'électricité ;
- la capacité de financement du projet et des premiers mois d'exploitation ;
- les autorisations nécessaires à l'implantation de l'activité.
Les clients peuvent être des entreprises du bâtiment, des artisans, des négociants en matériaux ou des promoteurs immobiliers. Chaque segment présente des volumes d'achat, des délais de paiement et des exigences logistiques différents. Cette segmentation influence directement le dimensionnement de l'unité et les besoins de trésorerie. Le choix des produits fabriqués doit également être adapté aux besoins du marché local. La gamme peut inclure des parpaings creux, des blocs de chaînage, des hourdis ou d'autres formats utilisés dans la construction. Plus le nombre de références est élevé, plus les besoins en moules, en stockage et en changements de série augmentent. Une analyse préalable du marché permet ainsi de définir une capacité de production cohérente et de sélectionner les équipements les mieux adaptés aux objectifs du projet.
Vous êtes fournisseur de machine à parpaing fixe ?
Recevez des demandes de devis qualifiées de pros en recherche active.
Des milliers de demandes chaque mois. Zéro prospection à froid.
Recevoir des leads
Comment réaliser une étude de marché actionnable en 10 jours ouvrés ?
Une étude de marché opérationnelle repose sur des entretiens terrain, des observations de chantiers et une collecte de données quantitatives auprès des acteurs locaux du BTP. Le protocole ci-dessous structure la démarche en cinq actions séquentielles.
| Action | Livrable | Critère de validation |
|---|---|---|
| Entretiens avec 10 à 15 acheteurs potentiels (maçons, chefs de chantier, négoces) | Grille de réponses sur volumes, prix acceptés, délais | Au moins 7 acheteurs expriment un intérêt de commande ferme ou conditionnel |
| Relevé des prix pratiqués par les concurrents en livraison et départ usine | Tableau de prix concurrents par format | Écart de prix entre fournisseurs inférieur à 20 % sur le produit de référence |
| Identification des chantiers en cours ou programmés dans la zone de chalandise | Carte chantiers avec volumes estimés | Volumes totaux supérieurs à deux fois la capacité annuelle prévue |
| Consultation des organismes professionnels du BTP (fédérations, chambre de commerce) | Statistiques de mise en chantier locales | Données disponibles ou estimation par extrapolation de permis de construire |
| Analyse des contraintes de transport et distances livraison | Carte des zones desservies et coût transport/tonne | Zone de rentabilité livraison définie avec précision |
Les données à collecter obligatoirement sont : le volume annuel de parpaings consommé dans la zone de chalandise, la part de marché des fournisseurs existants, les prix départ usine et livrés pour chaque format, les conditions de paiement pratiquées et les attentes qualité des acheteurs professionnels.
Analyse de la concurrence locale
La concurrence sur le marché des parpaings ne repose pas uniquement sur le prix. Les acheteurs professionnels accordent également de l'importance à la qualité des blocs, à la disponibilité des stocks, au respect des délais de livraison et à la fiabilité du fournisseur. L'analyse des concurrents peut s'appuyer sur les critères suivants :
- prix de vente ;
- qualité des produits ;
- disponibilité des stocks ;
- délais de livraison ;
- conditions de paiement ;
- service après-vente ;
- notoriété locale.
Une bonne connaissance du marché permet d'identifier les axes de différenciation et d'éviter une concurrence uniquement basée sur les prix.
Définition de la politique tarifaire et des conditions de paiement
La construction du prix de vente repose sur le calcul du coût de revient de chaque bloc produit. Celui-ci intègre notamment le coût des matières premières, de l'énergie, de la main-d'œuvre, de la maintenance et des frais de fonctionnement de l'entreprise. Le prix de vente doit couvrir l'ensemble de ces coûts tout en permettant de dégager une marge suffisante pour assurer la rentabilité de l'activité. Les conditions commerciales doivent également être définies dès le lancement du projet :
- acomptes à la commande ;
- délais de paiement ;
- remises sur volume ;
- pénalités de retard ;
- conditions de livraison.
Une politique tarifaire cohérente contribue à sécuriser la trésorerie de l'entreprise tout en restant compétitive sur son marché.
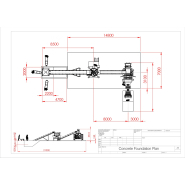
Comment dimensionner et implanter une unité de fabrication de parpaings ?
Sélection du site d'implantation
Le choix du terrain conditionne la performance de l'unité de fabrication sur le long terme. Un site mal situé peut entraîner des coûts d'approvisionnement élevés, des difficultés logistiques ou des contraintes réglementaires limitant le développement de l'activité. Avant toute acquisition ou location, il est recommandé de vérifier les documents fonciers, les autorisations d'urbanisme, les conditions de raccordement aux réseaux et les éventuelles contraintes environnementales applicables au site.
| Critère | Impact opérationnel | Points à vérifier |
|---|---|---|
| Proximité des carrières de granulats | Coût et délai d'approvisionnement | Distance, état des routes, tonnage autorisé par véhicule |
| Alimentation en eau | Consommation process et cure | Débit disponible, coût de raccordement, qualité eau |
| Puissance électrique disponible | Alimentation vibro-presse et malaxeur | Puissance souscriptible, délai et coût de raccordement |
| Accès poids lourds (réception et expédition) | Fluidité des flux matière | Voirie, portance, rayon de giration |
| Distance aux clients | Coût de livraison et zone de chalandise | Carte routière, temps de trajet à vide |
| Voisinage et contraintes urbanistiques | Risque de plaintes, limitations d'exploitation | Zonage PLU/POS ou équivalent, distance habitations |
| Superficie disponible | Extensibilité, stockage produits finis, cure | Surface couverte et surface de plein air |
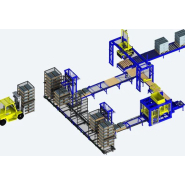
Organisation des flux de production
L'implantation de l'unité doit permettre une circulation fluide des matières premières et des produits finis afin d'éviter les temps d'attente et les déplacements inutiles. Le schéma de production comprend généralement :
- la réception et le stockage des granulats ;
- le dosage et le malaxage du béton ;
- la fabrication des blocs sur la presse ;
- la cure des produits ;
- le stockage des produits finis ;
- l'expédition vers les chantiers ou les distributeurs.
Les points de contrôle qualité interviennent à la réception des matières premières, pendant la fabrication et avant l'expédition des produits.

Détermination de la capacité de production
La capacité de production doit être adaptée aux volumes réellement attendus. Une installation trop grande augmente les coûts d'investissement, tandis qu'une capacité trop faible peut limiter le développement de l'activité. Le dimensionnement de l'unité de production de blocs béton repose notamment sur :
- les volumes déjà identifiés auprès des futurs clients ;
- les perspectives de développement à moyen terme ;
- le nombre de jours de production prévus ;
- le nombre d'équipes ;
- le taux de disponibilité des équipements ;
- le taux de rebut estimé.
Dans la plupart des projets, la capacité retenue correspond aux besoins prévus à court et moyen terme, avec la possibilité d'ajouter de nouveaux moules ou équipements si la demande augmente. Cette approche permet de limiter le risque de surinvestissement tout en conservant des possibilités d'évolution.
Comment organiser le processus de fabrication des parpaings ?
Une unité de fabrication de parpaings transforme des matières premières minérales en produits destinés aux chantiers de construction. Le process de fabrication d'un parpaing débute par la réception et le stockage des matières premières, principalement les granulats, le ciment et l'eau. Ces matériaux sont ensuite dosés selon une formulation définie puis mélangés dans un malaxeur afin d'obtenir un béton homogène. Le mélange est transféré vers la presse à parpaings où il est compacté dans des moules sous l'effet combiné de la vibration et de la compression. Cette étape détermine directement les dimensions, la densité et la résistance des blocs.
Après le démoulage, les parpaings sont placés sur palettes puis transférés vers une zone de cure. Cette phase permet au béton de développer progressivement ses caractéristiques mécaniques. La durée de cure, les conditions climatiques et l'organisation du stockage influencent directement la qualité finale des produits. Une cure insuffisante peut entraîner une baisse de résistance et une augmentation du taux de rebut. Une fois la période de cure terminée, les blocs sont stockés puis préparés pour l'expédition. L'organisation des flux entre les zones de fabrication, de cure et de stockage doit être pensée dès la conception du projet afin de limiter les déplacements, réduire les temps d'attente et éviter les goulots d'étranglement. Plusieurs points de contrôle interviennent tout au long du processus afin de garantir la conformité des produits :
- contrôle des matières premières à la réception ;
- vérification du dosage et du malaxage ;
- contrôle dimensionnel des blocs ;
- suivi des conditions de cure ;
- contrôle qualité avant expédition.
| Étape | Risques qualité | Contrôle à réaliser | Point SSE |
|---|---|---|---|
| Dosage des intrants | Variation des proportions ciment/granulats | Pesée pondérale par lot, enregistrement | Poussières de ciment, port du masque FFP2 |
| Malaxage | Homogénéité insuffisante, excès d'eau | Mesure du rapport E/C, consistance visuelle | Bruit, accès interdit trémie en marche |
| Vibro-pressage | Bloc friable, dimensions hors tolérance | Contrôle dimensionnel 1er bloc par série | Vibrations transmises aux opérateurs |
| Démoulage | Fissuration, arêtes cassées | Examen visuel systématique | Manutention manuelle de charges |
| Cure | Résistance insuffisante (hydratation incomplète) | Éprouvettes de référence par lot | Glissance zones humides |
| Stockage | Contamination entre lots, FIFO non respecté | Traçabilité étiquettes par lot | Circulation chariots et piétons |
| Expédition | Casse lors du chargement | Vérification cerclage palettes | Sécurité chariots élévateurs |
| Étape : Dosage des intrants | |
|---|---|
| Risques qualité | Variation des proportions ciment/granulats |
| Contrôle à réaliser | Pesée pondérale par lot, enregistrement |
| Point SSE | Poussières de ciment, port du masque FFP2 |
| Étape : Malaxage | |
|---|---|
| Risques qualité | Homogénéité insuffisante, excès d'eau |
| Contrôle à réaliser | Mesure du rapport E/C, consistance visuelle |
| Point SSE | Bruit, accès interdit trémie en marche |
| Étape : Vibro-pressage | |
|---|---|
| Risques qualité | Bloc friable, dimensions hors tolérance |
| Contrôle à réaliser | Contrôle dimensionnel 1er bloc par série |
| Point SSE | Vibrations transmises aux opérateurs |
| Étape : Démoulage | |
|---|---|
| Risques qualité | Fissuration, arêtes cassées |
| Contrôle à réaliser | Examen visuel systématique |
| Point SSE | Manutention manuelle de charges |
| Étape : Cure | |
|---|---|
| Risques qualité | Résistance insuffisante (hydratation incomplète) |
| Contrôle à réaliser | Éprouvettes de référence par lot |
| Point SSE | Glissance zones humides |
| Étape : Stockage | |
|---|---|
| Risques qualité | Contamination entre lots, FIFO non respecté |
| Contrôle à réaliser | Traçabilité étiquettes par lot |
| Point SSE | Circulation chariots et piétons |
| Étape : Expédition | |
|---|---|
| Risques qualité | Casse lors du chargement |
| Contrôle à réaliser | Vérification cerclage palettes |
| Point SSE | Sécurité chariots élévateurs |
Quelle technologie de fabrication choisir selon les objectifs de production ?
Le choix entre une ligne manuelle, semi-automatique ou automatique dépend principalement du volume de production visé, des ressources humaines disponibles et du budget d'investissement. Avant de sélectionner une machine à parpaing, il est recommandé d'estimer le volume de production quotidien ou annuel attendu ainsi que les perspectives de croissance à moyen terme.
- Les lignes manuelles sont principalement utilisées pour les projets de petite taille ou les phases de démarrage nécessitant un investissement limité. La cadence de production dépend fortement du nombre d'opérateurs et de l'organisation du travail.
- Les lignes semi-automatiques représentent souvent un compromis entre investissement et capacité de production. Elles automatisent les principales étapes de fabrication tout en conservant certaines opérations de manutention réalisées par les opérateurs.
- Les lignes automatiques sont conçues pour les unités visant une production importante et continue. Les opérations de dosage, fabrication, transfert et palettisation sont largement automatisées afin de maintenir une cadence stable.
| Objectif de production | Configuration généralement adaptée |
|---|---|
| Phase de test ou faible volume local | Ligne manuelle |
| Production régulière pour un marché local | Ligne semi-automatique |
| Production régionale avec plusieurs clients récurrents | Ligne semi-automatique renforcée |
| Production industrielle à grande échelle | Ligne automatique |

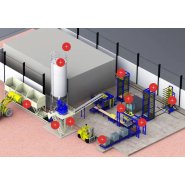
Quels équipements et infrastructures prévoir pour produire en continu ?
Une unité de fabrication de parpaings repose sur une chaîne d'équipements interdépendants. L'arrêt de l'un entraîne l'arrêt de la ligne entière. Les utilités indispensables à prévoir dès la conception du site sont le raccordement électrique avec puissance souscrite adaptée aux démarreurs de la presse (le pic de démarrage peut être deux à trois fois la puissance nominale), le réseau d'eau avec pression suffisante, l'air comprimé depuis le compresseur dédié et l'atelier de maintenance équipé d'un poste à souder et d'un tour de base.
| Équipement | Rôle | Critères de choix | Pièces d'usure |
|---|---|---|---|
| Vibro-presse à parpaings | Formage par vibration et compaction | Cadence, nombre de blocs/cycle, pression hydraulique | Moules, pistons, joints hydrauliques |
| Malaxeur à béton | Homogénéisation des intrants | Volume de cuve, type d'arbre (axe horizontal ou planétaire) | Pales, lames, joints d'étanchéité |
| Silo à ciment | Stockage et alimentation continue | Capacité (volume de réserve en jours), vis de transport | Filtre à manches, vis hélicoïdale |
| Trémies doseuses | Dosage pondéral des granulats | Précision balance, matériaux anti-abrasion | Capteurs de pesage, roulements |
| Convoyeur à bande | Transport des granulats vers malaxeur | Longueur, largeur, débit | Bande, rouleaux, tendeur |
| Chariots élévateurs | Manutention palettes en cure et expédition | Capacité de charge, hauteur de levée | Fourches, pneumatiques, filtres |
| Groupe électrogène | Continuité de production en cas de coupure | Puissance (couvrir les démarreurs de la presse) | Filtres, courroies, alternateur |
| Compresseur d'air | Alimentation des actionneurs pneumatiques | Débit, pression de service | Filtres, clapets, courroies |
| Laboratoire de contrôle | Essais sur éprouvettes et granulats | Presse à compression, tamis, bascule | Pots d'éprouvettes, câbles |
| Station de recyclage eau | Réutilisation des eaux de lavage | Débit, volume bassin de décantation | Pompes, filtres à gravier |
| Équipement : Vibro-presse à parpaings | |
|---|---|
| Rôle | Formage par vibration et compaction |
| Critères de choix | Cadence, nombre de blocs/cycle, pression hydraulique |
| Pièces d'usure | Moules, pistons, joints hydrauliques |
| Équipement : Malaxeur à béton | |
|---|---|
| Rôle | Homogénéisation des intrants |
| Critères de choix | Volume de cuve, type d'arbre (axe horizontal ou planétaire) |
| Pièces d'usure | Pales, lames, joints d'étanchéité |
| Équipement : Silo à ciment | |
|---|---|
| Rôle | Stockage et alimentation continue |
| Critères de choix | Capacité (volume de réserve en jours), vis de transport |
| Pièces d'usure | Filtre à manches, vis hélicoïdale |
| Équipement : Trémies doseuses | |
|---|---|
| Rôle | Dosage pondéral des granulats |
| Critères de choix | Précision balance, matériaux anti-abrasion |
| Pièces d'usure | Capteurs de pesage, roulements |
| Équipement : Convoyeur à bande | |
|---|---|
| Rôle | Transport des granulats vers malaxeur |
| Critères de choix | Longueur, largeur, débit |
| Pièces d'usure | Bande, rouleaux, tendeur |
| Équipement : Chariots élévateurs | |
|---|---|
| Rôle | Manutention palettes en cure et expédition |
| Critères de choix | Capacité de charge, hauteur de levée |
| Pièces d'usure | Fourches, pneumatiques, filtres |
| Équipement : Groupe électrogène | |
|---|---|
| Rôle | Continuité de production en cas de coupure |
| Critères de choix | Puissance (couvrir les démarreurs de la presse) |
| Pièces d'usure | Filtres, courroies, alternateur |
| Équipement : Compresseur d'air | |
|---|---|
| Rôle | Alimentation des actionneurs pneumatiques |
| Critères de choix | Débit, pression de service |
| Pièces d'usure | Filtres, clapets, courroies |
| Équipement : Laboratoire de contrôle | |
|---|---|
| Rôle | Essais sur éprouvettes et granulats |
| Critères de choix | Presse à compression, tamis, bascule |
| Pièces d'usure | Pots d'éprouvettes, câbles |
| Équipement : Station de recyclage eau | |
|---|---|
| Rôle | Réutilisation des eaux de lavage |
| Critères de choix | Débit, volume bassin de décantation |
| Pièces d'usure | Pompes, filtres à gravier |

Les moules sont la pièce d'usure à durée de vie la plus courte sur une ligne de vibro-pressage. Leur remplacement intervient après un nombre de cycles défini par le fabricant. Un stock de sécurité d'au moins un jeu de moules de rechange par format courant évite tout arrêt de ligne. Les palettes de production (supports sur lesquels les blocs sont démoulés et partent en cure) s'usent et se déforment : une déformation de palette entraîne des blocs tordus et hors tolérance. La liste des pièces critiques à surveiller comprend les moules, les palettes, les joints hydrauliques de la presse, les pales de malaxeur, les lames de doseur et les courroies du convoyeur. La méthode de gestion du stock de pièces critiques repose sur la définition d'un stock minimum par pièce, un délai de réapprovisionnement fournisseur validé et un suivi hebdomadaire de la consommation.
Comment sécuriser l'approvisionnement en matières premières ?
La qualité des matières premières influence directement la résistance, la régularité dimensionnelle et la durabilité des parpaings. Une variation importante de la qualité du ciment, des granulats ou de l'eau peut entraîner des défauts de fabrication, une augmentation du taux de rebut ou des non-conformités lors des contrôles qualité. Les principaux intrants utilisés dans la fabrication des parpaings sont :
- le ciment ;
- le sable ;
- les gravillons ;
- l'eau de gâchage ;
- les adjuvants éventuels.
Le choix des fournisseurs doit prendre en compte non seulement le prix d'achat, mais également la régularité des approvisionnements, la stabilité de la qualité des produits et les délais de livraison. Une rupture d'approvisionnement sur le ciment ou les granulats peut entraîner l'arrêt complet de la production. Afin de sécuriser l'exploitation, il est recommandé de mettre en place :
- des critères de qualité définis pour chaque matière première ;
- des contrôles à la réception des livraisons ;
- une traçabilité des lots utilisés ;
- des contrats fournisseurs précisant les délais et les conditions de remplacement des produits non conformes.
Quelles obligations réglementaires vérifier avant de lancer l'activité ?
Les familles d'obligations réglementaires à vérifier varient selon le pays, mais les catégories ci-dessous sont présentes dans la quasi-totalité des États francophones.
- Urbanisme et foncier : permis de construire ou autorisation d'occupation du sol pour les bâtiments industriels, vérification du zonage du terrain (zone industrielle, artisanale ou autre). En France, la demande s'adresse à la mairie ; en Afrique francophone, aux directions de l'urbanisme des communes ou des régions.
- Installations classées pour la protection de l'environnement (ICPE) ou équivalent : en France, une unité de fabrication de béton relève du régime de déclaration ou d'autorisation ICPE selon les seuils de production. La nomenclature ICPE est publiée par le ministère en charge de l'environnement. En Afrique francophone, les textes équivalents sont les codes de l'environnement et les décrets sur les établissements classés, à consulter auprès des agences nationales de l'environnement.
- Eau et déchets : autorisation de prélèvement d'eau (si forage ou captage), gestion des eaux de lavage (bassin de décantation), gestion des déchets béton (valorisation ou mise en décharge autorisée).
- Sécurité et droit du travail : inspection du travail, document unique d'évaluation des risques (DUER), formations obligatoires (conduite de chariot élévateur, travail en hauteur, risque chimique), affiliation aux caisses de sécurité sociale et aux organismes de retraite.
- Normes produit : la commercialisation de parpaings en France impose le marquage CE pour les blocs destinés aux murs porteurs, selon la norme NF EN 771-3. En Afrique francophone, les exigences varient : certains pays ont adopté des normes régionales (CEDEAO, UEMOA), d'autres maintiennent des normes nationales. À vérifier auprès des ministères des travaux publics et des organismes nationaux de normalisation.
- Fiscalité et douanes : TVA applicable aux matériaux de construction (taux variable selon pays), droits de douane sur les équipements importés (à vérifier auprès des administrations douanières), avantages d'exonération éventuels dans les codes des investissements.
Comment intégrer les exigences de sécurité et d'environnement dans le projet ?
Les enjeux de santé, sécurité et environnement doivent être pris en compte dès la conception de l'unité de fabrication. Une bonne anticipation de ces contraintes permet de limiter les risques pour les opérateurs, de respecter les exigences réglementaires et de garantir la continuité de l'exploitation. Les principaux points à prévoir lors du dimensionnement du projet sont :
- la mise en place de systèmes de captation des poussières au niveau du dosage et du malaxage ;
- l'aménagement de zones de circulation distinctes pour les engins et les piétons ;
- l'installation d'équipements de protection autour des machines de production ;
- la gestion des eaux de nettoyage et des rejets liés à l'activité ;
- le stockage sécurisé du ciment, des adjuvants et des autres matières premières ;
- la réduction des nuisances sonores générées par les équipements ;
- la mise en place des équipements de protection nécessaires aux opérateurs.

Quel budget prévoir pour créer une unité de fabrication de parpaings ?
Investissements liés aux équipements de production
Les équipements de production représentent généralement la part la plus importante de l'investissement initial. Leur dimensionnement dépend directement du volume de blocs à fabriquer et du niveau d'automatisation choisi. Les principaux équipements à prévoir sont :
- la machine à parpaing ou vibro-presse ;
- le malaxeur à béton ;
- les silos de stockage du ciment ;
- les trémies et équipements de dosage ;
- les convoyeurs de transfert ;
- les chariots de manutention ;
- les moules de fabrication ;
- le compresseur d'air ;
- le groupe électrogène, lorsque l'alimentation électrique est instable.
Selon la capacité de production recherchée, le budget consacré aux équipements varie généralement. Au total, le budget pour créer une unité de fabrication de parpaings varie généralement entre 50 000 € et plus de 2 500 000 €, selon la capacité de production, le niveau d'automatisation retenu et les infrastructures à mettre en place. Une étude de dimensionnement de la ligne de production permet d'affiner ces estimations en fonction des objectifs de production et des contraintes locales du projet.
| Configuration | Capacité indicative | Budget estimatif |
|---|---|---|
| Ligne manuelle | Production artisanale | De 50 000 à 150 000 € |
| Ligne semi-automatique | Production locale ou régionale | De 150 000 à 800 000 € |
| Ligne automatique | Production industrielle | De 800 000 à 2 500 000 € et plus |
Investissements liés aux infrastructures
La création d'une unité de fabrication nécessite également des aménagements permettant de recevoir les équipements et d'organiser les flux de production. Les principaux postes à prendre en compte sont :
- l'acquisition ou la location du terrain ;
- les travaux de terrassement ;
- les dalles et fondations des équipements ;
- les bâtiments de production ;
- les zones de cure ;
- les aires de stockage des matières premières ;
- les espaces de stockage des produits finis ;
- les voiries de circulation ;
- les raccordements aux réseaux d'eau et d'électricité.
Les infrastructures représentent généralement 15 à 40 % du budget global du projet, selon l'état du terrain et les aménagements à réaliser. Une implantation adaptée permet de réduire les déplacements, de fluidifier les opérations de manutention et de faciliter les extensions éventuelles de capacité.
Besoins de trésorerie au démarrage
Même après l'installation des équipements, l'entreprise doit disposer d'une trésorerie suffisante pour financer les premières semaines ou les premiers mois d'exploitation. Cette réserve financière permet d'absorber les dépenses avant que les ventes ne génèrent des encaissements réguliers. Les principaux besoins concernent :
- l'achat des matières premières ;
- le paiement des salaires ;
- les dépenses de maintenance ;
- les coûts de transport et de livraison ;
- les consommations d'eau et d'électricité ;
- les frais administratifs et commerciaux.
À titre indicatif, une réserve de trésorerie correspondant à 2 à 3 mois de charges d'exploitation est généralement recommandée pour sécuriser le démarrage de l'activité. Cette enveloppe couvre les achats de matières premières, les salaires, les frais de fonctionnement et les éventuels retards d'encaissement des premières commandes.
Quel planning projet suivre de l'idée au démarrage industriel ?
Le projet de création d'une unité de fabrication de parpaings suit six phases distinctes, dont les durées indicatives varient selon la complexité administrative locale et la disponibilité des équipements. Les critères de passage de jalon à vérifier avant de passer à la phase suivante sont :
- la validation financière (financement confirmé avant commandes),
- la validation réglementaire (permis accordé avant démarrage travaux),
- la validation opérationnelle (tests de réception passés avant démarrage commercial)
- la validation commerciale (contrats ou commandes fermes avant démarrage production).

| Phase | Livrables | Dépendances | Durée indicative |
|---|---|---|---|
| Étude et validation | Étude de marché, business plan, choix techno | Aucune | 4 à 8 semaines |
| Site et foncier | Compromis signé, permis déposé | Étude validée | 4 à 12 semaines |
| Autorisations | Permis de construire accordé, dossier ICPE déposé | Site identifié | 8 à 24 semaines selon pays |
| Achats équipements | Commandes passées, acomptes versés | Financement accordé | 2 à 4 semaines |
| Construction et installation | Génie civil terminé, équipements montés | Permis accordé, livraison machines | 8 à 20 semaines |
| Essais et montée en charge | Tests FAT/SAT, formation opérateurs, premiers lots | Installation terminée | 4 à 8 semaines |
| Phase : Étude et validation | |
|---|---|
| Livrables | Étude de marché, business plan, choix techno |
| Dépendances | Aucune |
| Durée indicative | 4 à 8 semaines |
| Phase : Site et foncier | |
|---|---|
| Livrables | Compromis signé, permis déposé |
| Dépendances | Étude validée |
| Durée indicative | 4 à 12 semaines |
| Phase : Autorisations | |
|---|---|
| Livrables | Permis de construire accordé, dossier ICPE déposé |
| Dépendances | Site identifié |
| Durée indicative | 8 à 24 semaines selon pays |
| Phase : Achats équipements | |
|---|---|
| Livrables | Commandes passées, acomptes versés |
| Dépendances | Financement accordé |
| Durée indicative | 2 à 4 semaines |
| Phase : Construction et installation | |
|---|---|
| Livrables | Génie civil terminé, équipements montés |
| Dépendances | Permis accordé, livraison machines |
| Durée indicative | 8 à 20 semaines |
| Phase : Essais et montée en charge | |
|---|---|
| Livrables | Tests FAT/SAT, formation opérateurs, premiers lots |
| Dépendances | Installation terminée |
| Durée indicative | 4 à 8 semaines |